声测管厂家发货迅速
更新时间:2026-04-30 00:55:35 ip归属地:延边,天气:晴,温度:3-22 浏览:1次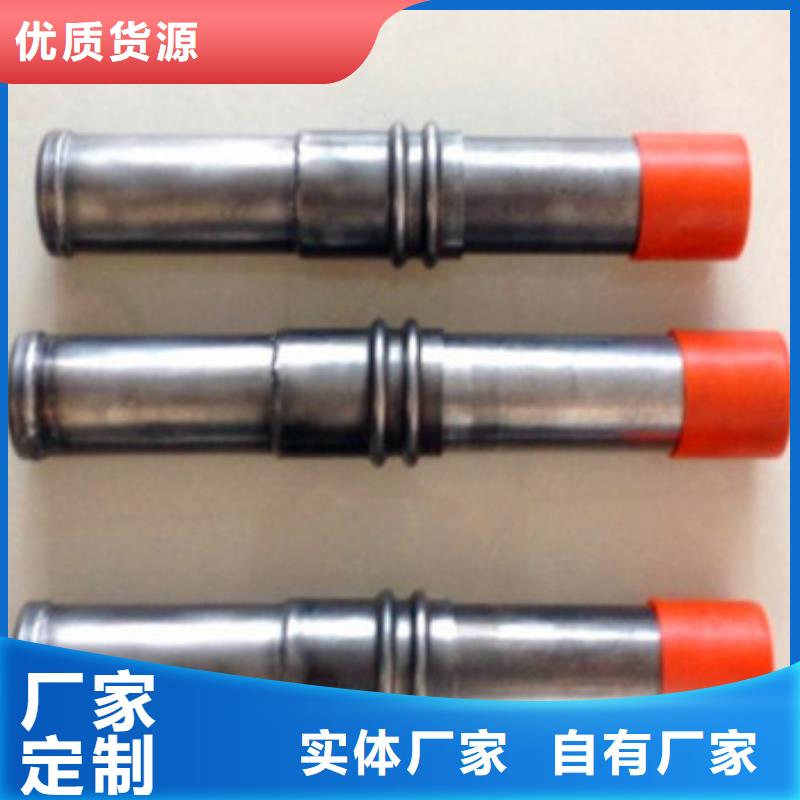
- 发布企业
- 日升昌钢管(延边市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 钢管、声测管、注浆管、钢花管、桩尖、玻璃钢等工程材料
- 所在地
- 运河区泰达国际
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 马经理 请说明来自企业旺旺,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 声测管供应范围覆盖吉林省、长春市、吉林市、四平市、辽源市、通化市、延边市、白城市、白山市、松原市 延吉市、图们市、敦化市、珲春市、龙井市、和龙市、汪清县、安图县等区域。 |

声测管厂独创焊接技术介绍
声测管厂声测管属于焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢;是按照焊接方法分类而得。焊接方法分类声测管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、声测管、邦迪管等。电焊钢管:用于石油钻采和机械制造业等。声测管:可用作水煤气管等,大口径声测管用于
高压油气输
送等;声测管用于油气输送、管桩、桥墩等。
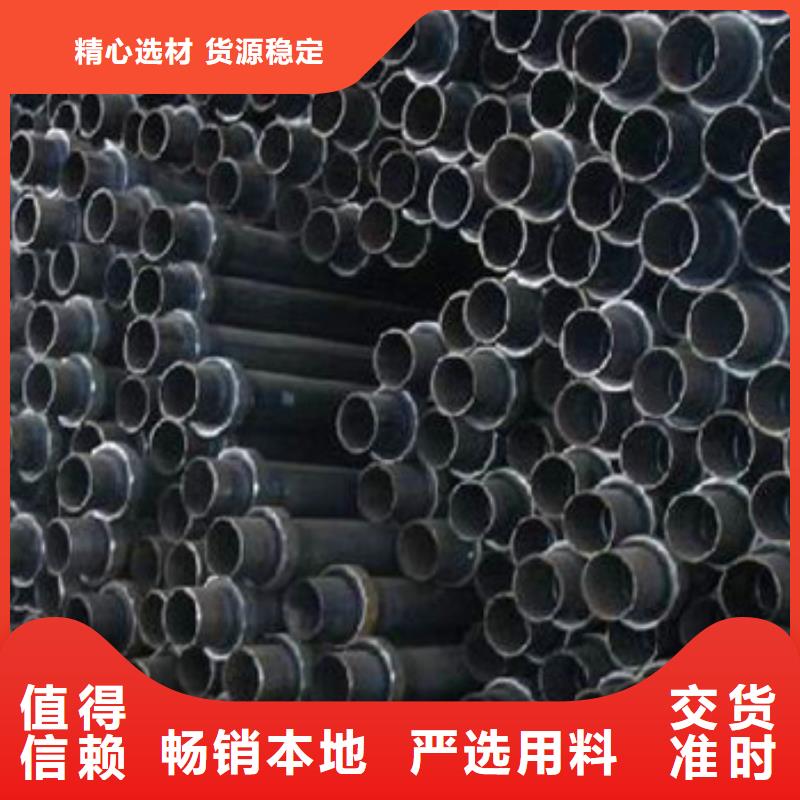
按焊缝形状分类可分为声测管和声测管直缝焊生产工艺简单,生产效率高,成本低,发展较快螺旋焊强度一般比声测管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的声测管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
声测管厂分为自动埋弧焊接钢管和高频焊接钢管两种。螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通声测管Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通声测管Q235、Q235F等钢材制造。


声测管外观质量的检测方法与判定原则
:检查方式:
声测管内外表面质量检查是用肉眼来判定。
第二:缺陷类型:
外表面常见缺陷:外折叠、发纹、结疤、划伤、外螺旋、裂纹、离层、麻面、凹坑、矫凹等。
内表面常见缺陷:定心内折、内折、内轧疤、内螺旋。
第三:各种缺陷特征和判定方法
(1)发纹
缺陷特征:在钢管外表面上呈连续,或不连续的发状细纹,发纹螺旋方向与穿孔钢管旋转方向相反,
检查判定:声测管表面不允许有肉眼可见的发纹、若有发纹应清理干净、后钢管的壁厚与外径均不得超过负偏差。
(2)外折叠:缺陷特征:
在声测管外表面上呈现片状折叠,有的分布有规律,有的无规律。外折叠的螺旋方向与穿孔机毛管旋转方向相反且螺距较大。
(3)麻面缺陷特征:
声测管表面呈现高低不平的麻坑。
检查判定:
用肉眼检查,轻者允许存在,严重者不允许存在,并根据缺陷程度决定是否进行修磨,对于要进行修磨的钢管,修磨后的钢管尺寸,不允许超过壁厚和外径负偏差范围。
(4)结疤缺陷特征:
钢管内外表面呈现边缘有棱角的斑疤。
检查判定:
用肉眼检查钢管表面允许有轻的小轧疤,严重者修磨后,钢管应保证尺寸规格。
(5)孔洞(撕破)。
缺陷特征:
钢管表面有撕破的现象,可能在局部出现。检查判定:
用肉眼检查,钢管表现不允许存在撕破,局部撕破应予切除。
(6)内折缺陷特征:
钢管内表现呈螺旋形,或无规则的分布锯齿状折叠。检查判定:
用肉眼检查,钢管内表面不允许有内折叠,局部内折应予切除全长内折应判废。
(7)青线缺陷特征:
钢管外表面呈现对称或不对称的线形轧痕,沿纵向分布,有的带指甲状压印。检查判定:
用肉眼检查,钢管青线允许存在深度小于 0.1mm 的青线,对于一般钢管其青线不予考虑。
(8)擦伤缺陷特征:
钢管外表面呈现螺旋形伤痕,及有规律或无规律的沟痕。
检查判定:
肉眼检查,并用量具测量擦伤深度,深度小于 0.1mm 的允许存在,其它擦伤应及时修磨修磨后的钢管外径和壁厚均不允许超过偏差的范围。
(9)矫凹缺陷特征:
钢管内外表面上出现面积不等的局部凹陷。检查判定:
肉眼检查,不允许存在凹坑,修磨后的钢管外径与壁厚应不超过负偏差的范围。(10)离层缺陷特征:
在钢管端部或内表面上出现螺旋形状块状的金属分层或破裂。检查判定:用肉眼检查,局部离层应切除,轻分层应修整(镗磨)(11)内螺旋
缺陷特征:钢管内表面呈现螺旋状凹凸现象。
检查判定:用肉眼或手摸检查,螺旋高度应小于 0.2mm 毫米。超过者判废。(12)凹面缺陷特征:钢管表面局部内凹陷,管壁呈现外凹里凸的损伤现象。
检查判定:钢管外径不超过负偏差的凹面允许存在,超过者应予切除。(13)钢管弯曲缺陷特征:钢管沿长度方向不直。仅管端部呈现鹅头弯曲成为“鹅头弯”。
检查判定:用 1.8 米平尺检查,弯曲度超过标准规定时,应重新矫直,无法矫直的“鹅头弯”予切除。
第四:钢管检查后的处理:
1)缺陷的标记。
要求用粉笔或其他笔明显地把检查到缺陷标记出来。
相应的标记形式如下:(车间可以内部规定,一下仅供参考)
钢管缺陷 标记形式
发纹、外折、划伤 画螺旋线“、、、、”
内外结疤、凹面、麻面 划“圈”起来“O”
端部壁厚超差 画出“S+、S-”线
弯曲管子 在纵向上画“~~~~”
内折、内螺旋 在管表面画“x x... ...”
2)缺陷的处理办法
(1)经检查合格的钢管进行喷标、测长、称重、打捆、入库。
(2)将检查有缺陷的不合格的管子,根据缺陷情况进行管端再切头处理,或进行修磨或改尺。需修磨或改尺的管子吊往修磨台或改天锯,同时在钢管上标明批号,班别、钢号、炉号等,切完修磨完后,再吊往检查台重检。
(3)对取样后,检查力学性能不合格的钢管,在钢管上标明批次后,单独存放,送往退火间,退火后钢管按批次重新矫直、切头、检查。
(4)对于返切三次以上及修磨或不合格而判为现状管及处理管的,用油漆写明后,打捆、过称后入库,等待处理。



吉林延边日升昌钢管有限公司以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 钢管,声测管,注浆管,钢花管,桩尖,玻璃钢等工程材料产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 钢管,声测管,注浆管,钢花管,桩尖,玻璃钢等工程材料产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。


桩基声测管需要的安装条件
1.当施工人员在绑扎钢筋和支模时,中埋式桩基声测管必须采取可靠的固定措施,避免在浇注混凝 土时发生位移,保证桩基声测管在混凝土中的正确位置。
2、对于固定桩基声测管时,只能在桩基声测管的允许部位上穿孔打洞,不得损坏本体部分。
3、对于桩基声测管的固定方法应按设计要求的施工规范进行,常用的固定方法有:利用附加钢筋固定;专用卡具固定;用铅丝和模板固定等。不论 采用何种固定方法,都必须保证桩基声测管定位准确,不损坏桩基声测管有效部分,方便混凝土浇捣。
4、应尽量在工厂中连接成整体。如因制造工艺、运输条件等限制,需在现场连接的,应采用热压硫化胶合(桩基声测管)或焊接(塑料桩基声测管),其接头外观应平整光洁,抗拉强度不低于母材的80%。 不加任何处理的所谓“搭接”是不允许的。
5、钢边桩基声测管的各种交叉连结点,要使用我们公司生产成配件,以保证在施工中现场连接只在直线段进行。


