公司新闻
PE给水管-快来购买吧
更新时间: 2026-05-23 05:47:36 ip归属地:西双版纳,天气:小雨,温度:23-32 浏览:1次
以下是:云南省西双版纳市PE给水管-快来购买吧的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 110 |
| 长度 | 6米 |
| 材质 | HDPE |
| 颜色 | 黑色 |
| 产地 | 河北雄县 |
| 发货地 | 全国 |
| 压力 | 0.6mpa |
| 价格 | 12元 |
| 厚度 | 4.2 |
| 范围 | PE给水管-快来购买吧供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 景洪市、勐海县、勐腊县等区域。 |
【万通】业务覆盖多领域场景,主营勐海PE给水管设计制造销售服务一体、景洪PE给水管售后服务完善、昆明PE给水管标准工艺、保山PE给水管使用方法、文山PE给水管现货批发、迪庆PE给水管好品质经得住考验等产品服务。PE给水管-快来购买吧,万通塑胶制品(西双版纳市分公司)为您提供PE给水管-快来购买吧产品案例,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。 云南省,西双版纳傣族自治州 西双版纳是中国热带生态系统保存完整的地区,素有“植物王国”、“动物王国”、“生物基因库”、“植物王国桂冠上的一颗绿宝石”等美称,有中国的热带雨林自然保护区,是生态示范区、风景名胜区、联合国生物多样性保护圈成员、联合国世界旅游组织旅游可持续发展观测点,植物种类占全国的1/6,动物种类占全国的1/4。
想要快速了解PE给水管-快来购买吧产品?视频给你直观的感受!
以下是:云南西双版纳PE给水管-快来购买吧的图文介绍

在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当:1、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
焊接PE给水管热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
6、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
PE给水管在室内铺设是非常讲究的,因为我们都知道,它的铺设可以是在室内也可以是在室外,而由于室内外的环境以及温度有所差异,所以我们所采取的安装铺设也都是有所不同的,所以说,我们要按照实际情况来铺设才行,那么下面就为大家介绍它如何在室内铺设。
5、取出铣,两管端,检查两端对齐情况,管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善。管材两端面间的间隙也不能超过0.3mm、0.5mm、1mm,如不满足要求,应在此铣削,直到满足要求。1、如果是砖墙,对于PE给水管来说,则宜在砖墙上开管槽,管道直接嵌入并用管卡将管子固定在管槽内。
2、如果是钢筋混凝土剪力墙,则PE给水管应敷设贴于墙表面,并用管卡子固定于墙面上,待土建墙面施工时,用高标 水泥砂浆抹平,包裹于管道外侧(敷设管道局部墙面或敷设管道的全部墙面)用水泥砂浆抹平,然后在外面贴磁砖等装饰材料。
焊接PE给水管热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
6、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
PE给水管在室内铺设是非常讲究的,因为我们都知道,它的铺设可以是在室内也可以是在室外,而由于室内外的环境以及温度有所差异,所以我们所采取的安装铺设也都是有所不同的,所以说,我们要按照实际情况来铺设才行,那么下面就为大家介绍它如何在室内铺设。
5、取出铣,两管端,检查两端对齐情况,管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善。管材两端面间的间隙也不能超过0.3mm、0.5mm、1mm,如不满足要求,应在此铣削,直到满足要求。1、如果是砖墙,对于PE给水管来说,则宜在砖墙上开管槽,管道直接嵌入并用管卡将管子固定在管槽内。
2、如果是钢筋混凝土剪力墙,则PE给水管应敷设贴于墙表面,并用管卡子固定于墙面上,待土建墙面施工时,用高标 水泥砂浆抹平,包裹于管道外侧(敷设管道局部墙面或敷设管道的全部墙面)用水泥砂浆抹平,然后在外面贴磁砖等装饰材料。


定位:“ PE给水管和 PE给水管解决方案的服务商。
使命:“提供前沿的 PE给水管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。



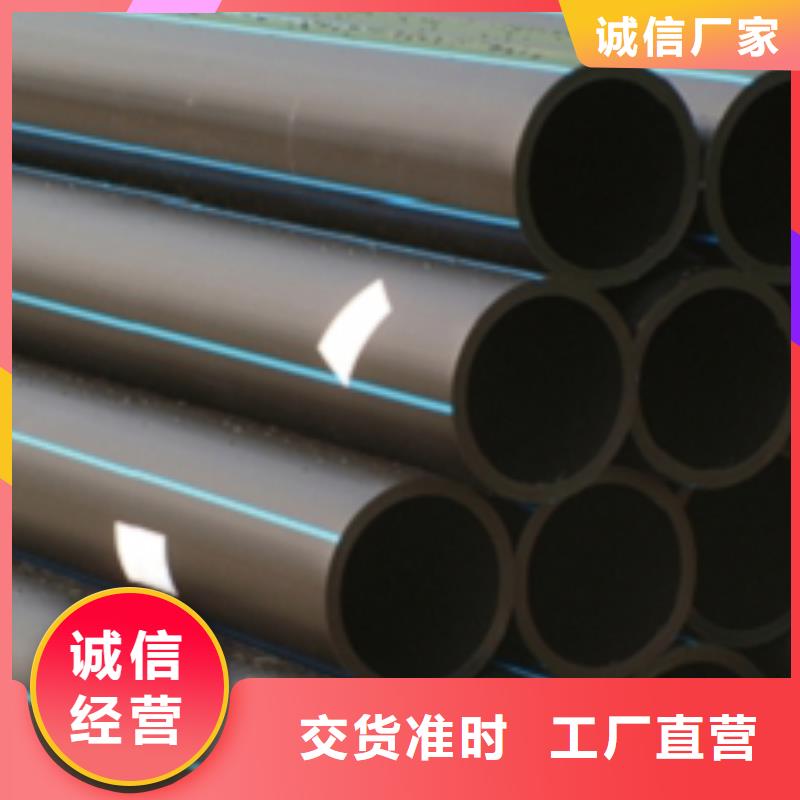
热熔对接是采用热熔对接焊机来加热PE聚管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的为大家介绍。1、用电动旋分别将PE聚管管材端切平整,确保两管材面能充分吻合。
2、将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。3、将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板加热。
4、抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。5、保持一定冷却时间松开,操作完毕。6、施工完毕,须经试压验收合格后,方可埋土投入使用。以上内容就是今天要介绍的知识,PE聚管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
我们对PE管材的焊接步骤一般是:检查管材并清理管端→紧固管材→铣铣削管端→检查管端错位和间隙→加热管材并观察卷边高度→管材熔接并冷却至规定时间→取出管材。但这些都是要在满足焊接温度前提下完成,下面为大家详细介绍。
焊接工艺流程如下:在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当:1、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
焊接PE管材热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
4、置入铣,先打开铣电源开关,然后再管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣电源。5、取出铣,两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善。
6、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
2、将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。3、将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板加热。
4、抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。5、保持一定冷却时间松开,操作完毕。6、施工完毕,须经试压验收合格后,方可埋土投入使用。以上内容就是今天要介绍的知识,PE聚管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
我们对PE管材的焊接步骤一般是:检查管材并清理管端→紧固管材→铣铣削管端→检查管端错位和间隙→加热管材并观察卷边高度→管材熔接并冷却至规定时间→取出管材。但这些都是要在满足焊接温度前提下完成,下面为大家详细介绍。
焊接工艺流程如下:在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当:1、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
焊接PE管材热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
4、置入铣,先打开铣电源开关,然后再管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣电源。5、取出铣,两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善。
6、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。

选购PE给水管-快来购买吧来云南省西双版纳市找万通塑胶制品(西双版纳市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【0527-88266222】,地址:[昝岗镇工业区]。
产品


其他新闻
- 不锈钢复合管护栏深受客户信赖 2026-05-23
- 异型钢管诚信商家 2026-05-23
- 值得信赖的钝化无缝钢管经销商 2026-05-23
- 护栏-护栏图文介绍 2026-05-23
- 不锈钢复合管栏杆-不锈钢复合管栏杆厂家现货 2026-05-23
- 不锈钢法兰/三通/弯头/大小头/阀门/管件价格合理的公司 2026-05-23
- 价格低的人行道栏杆现货厂家 2026-05-23
- 焊管|品质好的焊管厂家 2026-05-23
- 服务周到的七孔梅花管基地 2026-05-23
- 沉降板真货源 2026-05-23
- 不锈钢天沟/水箱/加工免费定制 2026-05-23
- 买挤塑板认准豪亚墙体保温材料有限公司 2026-05-23
- 价格低的铅房实体厂家 2026-05-23
- PE给水管-快来购买吧 2026-05-23
- 不锈钢复合管护栏深受客户信赖 2026-05-23
联系方式
