公司新闻
精密钢管加工销售
更新时间: 2026-06-01 15:51:45 ip归属地:张家口,天气:多云转晴,温度:14-35 浏览:1次
以下是:张家口市下花园区精密钢管加工销售的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 精密钢管加工销售供应范围覆盖河北省、张家口市、下花园区、宣化区、张北县、康保县、沽源县、尚义县、蔚县、阳原县、怀安县、万全区、怀来县、涿鹿县、赤城县、崇礼区等区域。 |
【盛联】为客户提供多样化产品,包括蔚县无缝方矩管免费获取报价、张北无缝方矩管每一处都是匠心制作、阳原无缝方矩管敢与同行比价格等,适配多元场景需求。精密钢管加工销售,盛联管业(张家口市下花园区分公司)为您提供精密钢管加工销售,联系人:潘经理,电话:【18762195566】、【18762195566】。 河北省,张家口市,下花园区 2021年,下花园区实现地区生产总值(快报数)246906万元,按可比价计算,同比增长6%。
为了让您更地了解我们的精密钢管加工销售产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:张家口下花园精密钢管加工销售的图文介绍

精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20号精轧管机设计φ508mm或φ530mm机型完全可能。
穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。但是,立式布置,下轧辊轴承等部件工作条件较卧式布置恶劣,水、氧化铁皮侵蚀性大;下轧辊的磨损较上轧辊大,立式设备基础较卧式布置深,匹配的行车位置高,但卧式布置更容易更换导盘、导板。对于研发人员,机型的设计是今后研究的一个要点。


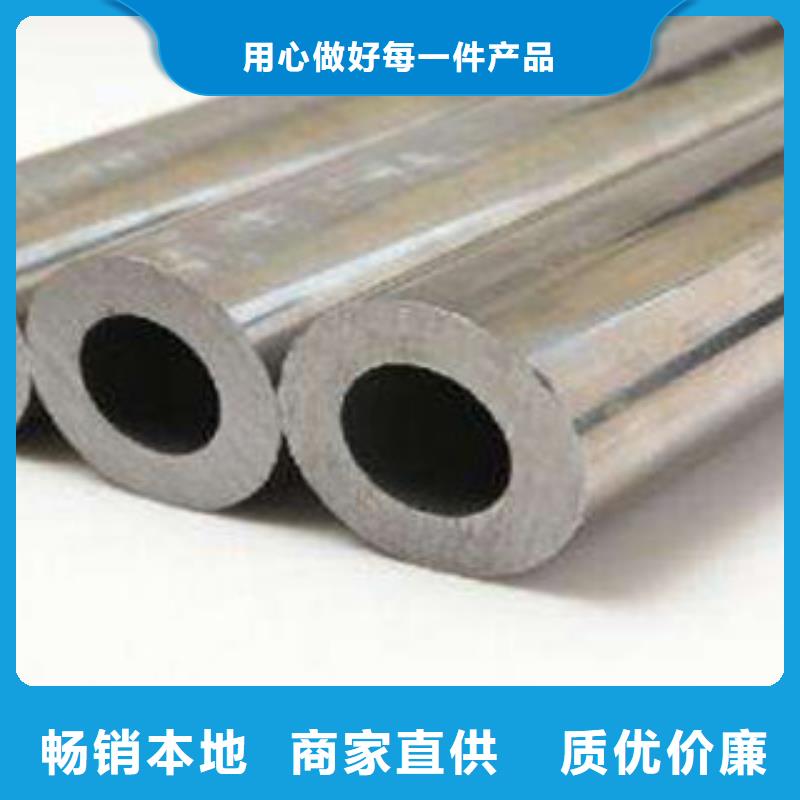
精密钢管比较与一般的钢管而言,其造价上面虽然有一定程度的上浮,可是,在运用过程当中,却可以给我们带来更加多的便捷。容易的来讲,就无泄漏、冷弯不改变形这两个特征来讲,大部分的一般钢管的质量需求全都是没有办法到达的,因此我们在液压元件那些对于钢管材质需求非常高的工业部件内,经常可以看见精密钢管的优良表现。我们可以看见,在工业材料中,其需求一般全都是非常高的,特别对于钢管这种运输型材料而言,更须要在很多重点部分运用质量高的产品,以保障工业运作的正常进行。
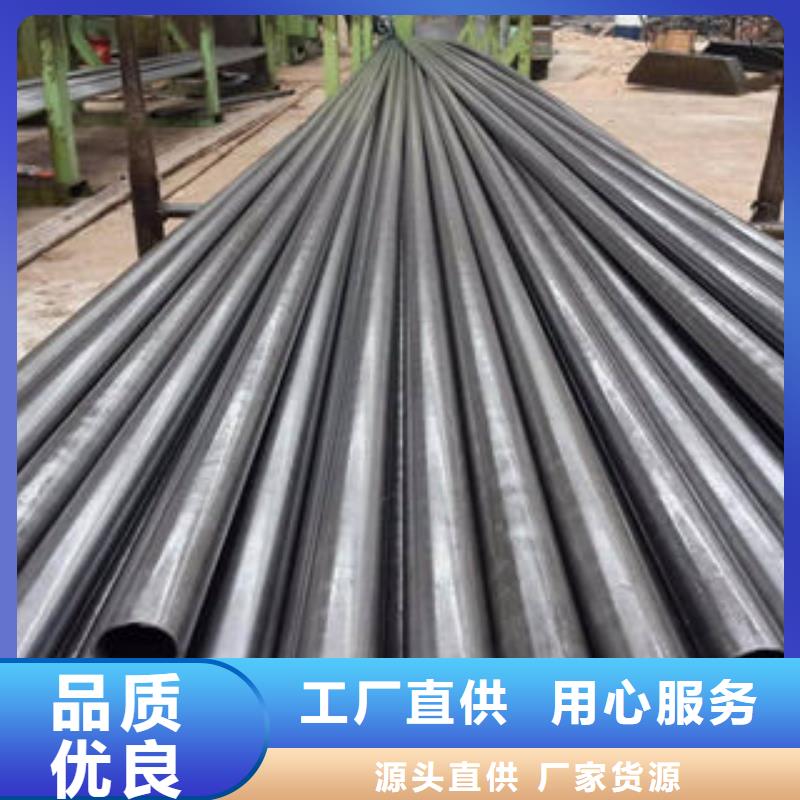
精密钢管和无缝钢管的区别油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔精密钢管的特点 外径更小。 精度高可做小批量生 冷拔成品精度高,表面质量好。钢管横面积更复杂。钢管性能更优越,金属比较密。热轧精密钢管后的区别 热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。
精密钢管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。



张家口下花园盛联管业有限公司专业从事 无缝方矩管等产品开发制造、销售。多年来积累了丰富的行业经验和资源,凭借专业的开发制造能力、高素质的安装队伍,优质的供应链以及的业务运作团队, 多样风格,系列齐全,成为 无缝方矩管领域的知名品牌,为 无缝方矩管行业的发展壮大贡献了力量,并积j i引领行业的变革及发展。现在,我司正在积j i自身实力,以双赢合作,稳固灵活的方式拓展更广泛更深入的战略伙伴合作关系。

挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。
将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。
精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。

精密钢管加工销售,盛联管业(张家口市下花园区分公司)为您提供精密钢管加工销售产品案例,联系人:潘经理,电话:【18762195566】、【18762195566】。
其他新闻
- 优选:李子苗工厂 2026-06-01
- 方管用途广 2026-06-01
- 水上挖掘机租赁客户信赖 2026-06-01
- 草莓苗咨询电话 2026-06-01
- 自动切管机定尺下料包你满意 2026-06-01
- 无缝方管实力商家 2026-06-01
- 20#精密钢管、20#精密钢管厂家-认准惠荣特钢有限公司 2026-06-01
- 不锈钢碳素钢复合管厂家制造生产 2026-06-01
- 镀锌喷塑护栏价格 2026-06-01
- 圆钢现货直销厂家 2026-06-01
- 沥青瓦今日报价 2026-06-01
- 法兰、法兰厂家-质量保证 2026-06-01
- 无缝钢管介绍 2026-06-01
- 精密钢管厂价批发 2026-06-01
- 无缝钢管能满足您的需求 2026-06-01
产品



联系方式
